



Dust Free Vacuum Pneumatic Conveying System for Industrial Applications
Yuanjing Machinery’s vacuum pneumatic conveying systems are capable of rapidly transporting powders, granules, and bulk materials. Designed specifically for the food, pharmaceutical, chemical, and other industries, these systems ensure a dust-free and hygienic operating environment while effectively conserving energy and reducing maintenance costs. Our conveying equipment offers comprehensive customization options, allowing for flexible adaptation to your specific material types, production scale, and facility layout requirements. With their reliable performance and ease of installation, these systems serve to significantly enhance production efficiency.
What is a Vacuum Pneumatic Conveying System?
The Vacuum Pneumatic Conveying System is a dust-free, enclosed pipeline conveying system that uses vacuum suction to transport powdered materials. The system utilizes the pressure difference between the vacuum and the surrounding atmosphere to create an airflow within the pipeline, which propels the powdered material and facilitates material transport.
It employs a sealed conveying method. This method eliminates dust pollution in the environment, improves the working environment, reduces environmental pollution of raw materials caused by both the natural environment and personnel, and enhances cleanliness standards. Utilizing pipeline conveying, this product requires minimal floor space and can transport powders in confined areas; notably, it is not limited by distance, whether long or short. Vacuum conveying also reduces labour requirements and improves work efficiency.
Working Principle of the Vacuum Pneumatic Conveying System
1. By utilizing compressed air to generate high vacuum through a vacuum generator, this system conveys materials without the need for mechanical vacuum pumps. It offers advantages such as simple structure, compact size, maintenance-free operation, low noise, convenient control, elimination of material static electricity, and compliance with GMP requirements.
2. The high vacuum generated by the vacuum generator prevents stratification of the conveyed material, ensuring uniformity in the composition of the mixed material. It serves as an automatic feeding device for machinery such as tablet presses, capsule fillers, dry granulators, packaging machines, crushers, and tumbler sieve machine.
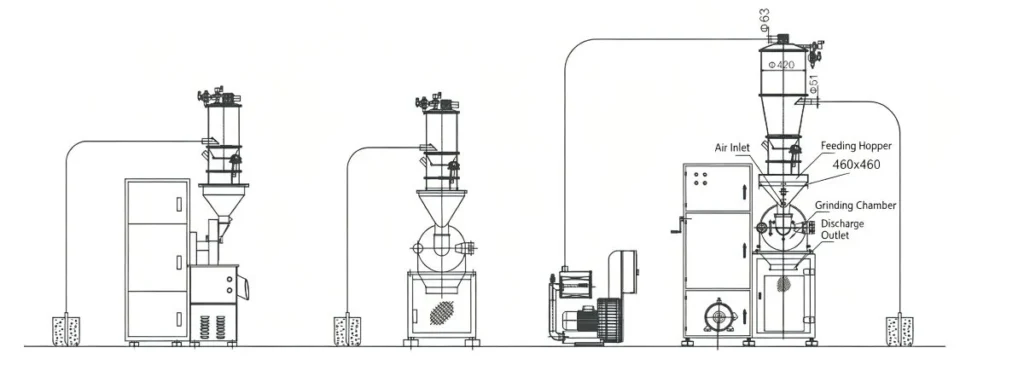
3. When compressed air is supplied to the vacuum generator, it creates negative pressure to form a vacuum airflow. The material is drawn into the suction nozzle, forming a material-air mixture that travels through the suction tube into the hopper of the feeder.
4. The filter completely separates the material from the air. When the hopper is full, the controller automatically cuts off the air supply. The vacuum generator stops operating, and the hopper door opens automatically, allowing the material to fall into the equipment’s feed hopper. At the same time, compressed air automatically cleans the filter via a pulse-jet valve. When a time signal or level sensor triggers a feeding signal, vacuum conveying automatically resumes.
Structure
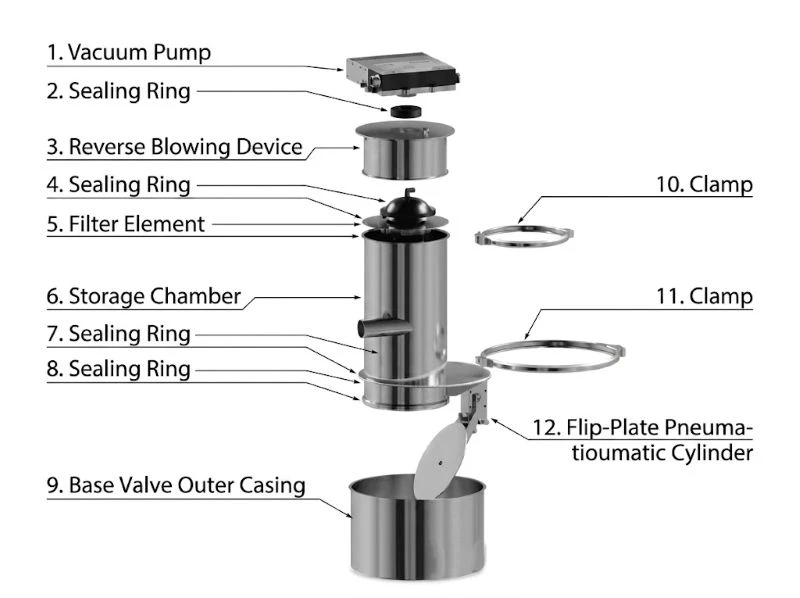
The vacuum pump serves as the source of negative pressure, creating a pressure differential to convey granular materials with stable suction.
The sealing ring seals the connection between the pump and the back-blowing unit to prevent air leakage.
The back-blowing unit uses air pulses to clear accumulated dust from the filter element, preventing clogging.
The filter element separates dust from the air and protects the vacuum pump; it can be cleaned via back-blowing.
The stainless steel storage hopper acts as a material buffer, connecting to the suction pipe on the side and a discharge flap valve at the bottom.
Advantages
Safety
The vacuum conveyor feeder system is controlled and operated solely by compressed air; no heat is generated during operation, ensuring intrinsic safety and explosion-proof performance.
Simplicity
Features automatic control with adjustable suction and discharge cycle times (settable between 0 and 30 seconds), making operation straightforward and user-friendly.
Hygiene
Employs a closed-loop conveying system that prevents dust leakage and cross-contamination; it complies with GMP standards, meets CIP requirements, and is suitable for sterile-grade applications.
Cleanliness
Enables dust-free operation; the modular design allows for quick, convenient disassembly and cleaning.
Efficiency
Pneumatic vacuum conveying system achieves a conveying capacity of up to 6 tons per hour, covering horizontal distances of up to 50 meters and vertical heights of up to 30 meters; effectively resolves the issue of particle stratification during transport.
Economy
A single unit can be utilized interchangeably across multiple sets of equipment; it is highly energy-efficient, requires no warm-up or standby time, and entails low operating and maintenance costs.
Technical Specifications
| Model | Conveying Capacity | Material Capacity | Working Pressure | Compressed Air Consumption |
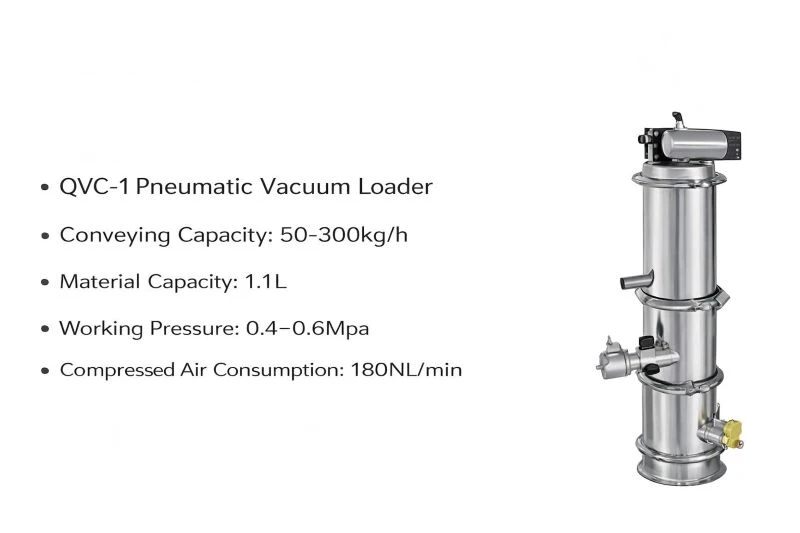
| QVC-1 | 50–300 kg/h | 1.1 L | 0.4–0.6 MPa | 180 NL/min |
| QVC-2 | 100–700 kg/h | 6.0 L | 0.4–0.6 MPa | 360 NL/min |
| QVC-3 | 300–1500 kg/h | 12.0 L | 0.4–0.6 MPa | 720 NL/min |
| QVC-4 | 600–3000 kg/h | 42.0 L | 0.4–0.6 MPa | 1440 NL/min |
Suitable Operating Conditions for Vacuum Pneumatic Conveying Systems
1. Conditions requiring strict dust control
Vacuum Pneumatic Conveying Systems employ a fully enclosed, dust-free conveying method, effectively preventing dust contamination and ensuring compliance with environmental regulations.
2. Conditions requiring efficient and stable conveying
The equipment is high-efficiency conveying performance meets the demands of continuous production, guaranteeing the stable operation of the production line.It can be integrated with a vibro sifter machine to form a production line that combines conveying and screening.
3. Conditions requiring high material compositional uniformity
The high vacuum generated by the vacuum generator eliminates material stratification, thereby ensuring the compositional uniformity of mixed materials.
4. Conditions involving limited space or requiring flexible layout
The pneumatic vacuum feeder features a compact design and is easy to install. Its pipeline-based conveying method is not restricted by distance, enabling the efficient transport of powdered materials even within confined spaces.
5. Conditions requiring reduced manual labour intensity
The feed conveyor system automates the entire material conveying and feeding process, thereby reducing manual labour intensity and significantly improving operational efficiency.
6. Conditions involving materials with special handling requirements
The pneumatic vacuum conveyin is suitable for conveying flammable, explosive, toxic, or corrosive materials. Since the conveying process takes place within sealed pipelines, it effectively prevents material leakage and contamination.
Applications
The Vacuum Pneumatic Conveying System is widely applied in industries requiring efficient, dust-free, and gentle transport of powders and granular materials.
Food Industry
Additives, flour(flour sifter machine)confectionery, coated pills/tablets, cocoa powder, crystalline substances, etc.
Industrial Sector
Raw materials, cosmetics(cosmetics powder sieving machine),waste materials, etc.; Agricultural Sector: Bulk materials, etc.
Pharmaceutical Industry
Powders, granules, mixed materials, tablets, capsules, etc.
Plastics Industry
Polystyrene granules, polyethylene granules, recycled rubber, polyurethane granules, ethylene-propylene granules, etc.

Vacuum Pneumatic Conveying System Selection Guide
Based on Production Requirements
For large-scale, continuous production processes, select a vacuum feeder characterized by high conveying efficiency and robust continuous operation capabilities. For small-scale, intermittent production processes, opt for a vacuum feeder that is cost-effective and simple to operate.It also needs to be integrated into a production line with a tumbler screening machine or linear vibrating screen.
Based on Material Characteristics
Material properties—such as density, particle size, and viscosity—all play a significant role in determining the appropriate vacuum feeder model.
Based on Environmental Requirements
For industries such as pharmaceuticals and food processing—which demand superior airtightness and stringent hygiene standards—select a vacuum feeder that offers excellent sealing performance and is easy to clean.
Based on Cost-Effectiveness
When selecting a vacuum feeder, it is essential to consider not only the initial capital investment but also factors such as ongoing operating costs and maintenance expenses throughout the equipment’s service life, as well as its potential impact on production efficiency and product quality.
 QVC-1
QVC-1 QVC-2
QVC-2 QVC-3
QVC-3 QVC-4
QVC-4
Case




Our Factory
Xinxiang Yuanjing Machinery Co., Ltd. is a manufacturer of industrial screening and conveying equipment, integrating R&D, production, and sales. The company holds ISO9001 quality management system certification and EU CE certification, and maintains professional teams for production, logistics, and after-sales service. We handle the entire production process in-house—eliminating the need for outsourcing—which shortens lead times and reduces rework rates. Additionally, we maintain ample stock of standard components and can complete custom-made products within just 5–7 working days, ensuring rapid delivery and reliable scheduling.



Related Products
Rotary Vibrating Screen
Rotary Vibrating Screen | Vibro Sifter The rotary vibra…Inline Vibratory Screen
Inline Vibratory Screen for Continuous Production Lines…Screw Conveyor
Industrial Screw Conveyor Systems for Bulk Material Han…Vacuum Conveyor Feeder System
Industrial Vacuum Conveyor System Solutions for Powder …




Vibrating Screen and Conveyor Machine Manufacturer & Supplier
Built for precision screening, reliable performance, and flexible industrial applications,
Yuanjing rotary vibrating screens are trusted by customers worldwide.

Global Project Experience
Yuanjing products are exported to 50+ countries and regions, serving industries including food, chemicals, pharmaceuticals, mining, and new energy.

Strong Manufacturing Capability
Advanced production lines with laser cutting, CNC machining, automatic welding, and strict quality inspection ensure consistent product quality.

Accurate & Stable Separation
Optimized vibration design delivers even material flow, high screening accuracy, and stable long-term operation.

Customized Screening Solutions
Yuanjing offers flexible configurations in diameter, mesh size, deck layers, and material options to fit your exact process requirements.
FAQs
Get Custom Solution
We can provide customised screening and conveying equipment solutions tailored to different materials and production requirements.
Send us your requirements, and our team will provide the right solution and a fast quotation within 24 hours.