Compare Pneumatic Pressure vs Vacuum Conveying Systems
Pneumatic Conveying: Pressure vs Vacuum
Pneumatic vacuum conveying systems and vacuum conveying systems are widely utilized across industries such as food processing, pharmaceuticals, and chemicals. In modern production lines, systems like the Vacuum Conveyor Feeder System play a key role in improving material handling efficiency.This article compares the principles, advantages, and applications of these two systems to assist you in selecting the most suitable conveying solution.

Different operating principles
Pneumatic pressure conveying systems utilize a vacuum generator to generate compressed air, employing this compressed air as the motive force to accomplish material transport tasks. This type of feeder consumes a relatively high amount of energy during operation and requires a high-power air compressor to supply the necessary compressed air; it is particularly well-suited for use in pharmaceutical manufacturing facilities.In some high-efficiency production lines, high-frequency vibrating screen systems are integrated before conveying to improve material uniformity.
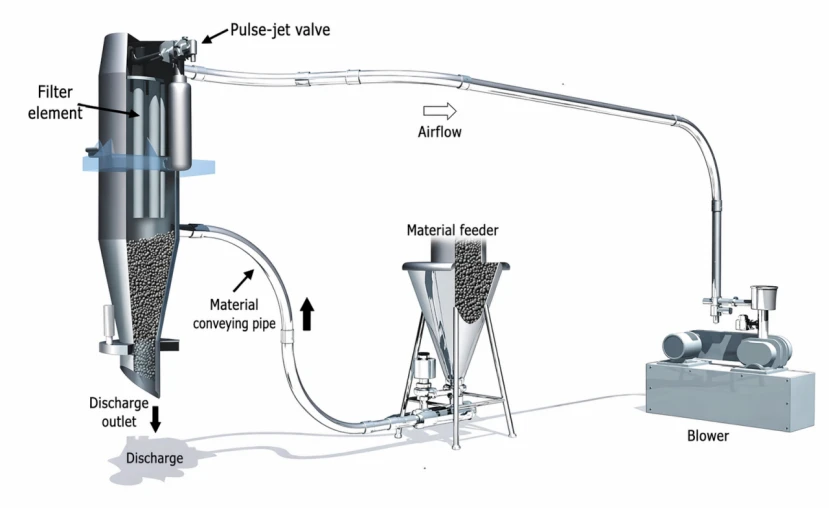
Vacuum conveying systems utilize motor-driven feeders and commonly employ Roots vacuum pumps or water-ring vacuum pumps. During operation, these feeders maintain a high vacuum level while consuming minimal energy; they are highly efficient and suitable for conveying materials in a wide range of applications.Vacuum systems are often paired with a 450 vibrating filter screen to ensure consistent particle size before feeding.
Features
Pneumatic pressure conveying systems: Mobile within the work environment, offering high efficiency, ease of operation, safety, and cost-effectiveness in material handling.It is often combined with vacuum conveyor feeder system for automated multi-point feeding in large production lines.
Vacuum conveying systems: Maintenance-free, low-noise, compact, highly flexible, and easy to install; suitable for production lines with limited space or requiring flexible layouts.
Advantages
Pneumatic pressure conveying systems
Pneumatic pressure conveying systems are suitable for a wide range of production environments and offer significant overall advantages. The equipment utilizes fully enclosed negative-pressure conveying to strictly control dust leakage, ensuring compliance with environmental production standards. Powered by compressed air, it features a streamlined design, low noise, and minimal maintenance, delivering efficient and stable conveying to ensure continuous production line operation.
Enclosed conveying prevents material stratification and ensures uniform material composition, making it ideal for high-standard industries such as pharmaceuticals and food processing. The compact design facilitates easy installation and wiring, allowing flexible adaptation to confined spaces, and supports powder conveying over both short and long distances.
The automated feeding system reduces labor requirements and is simple and intuitive to operate. It can handle powders, granules, and lumpy materials, and with appropriate configurations, can also transport flammable, explosive, and corrosive special materials, offering both versatility and safety.

Vacuum conveying systems
Vacuum conveying systems offer outstanding overall performance and are suitable for production scenarios across multiple industries. Fully enclosed conveying prevents dust leakage and avoids cross-contamination, safeguarding the workshop environment and personnel health while complying with clean production standards.
Negative pressure conveying is highly efficient, adaptable to varying distances and heights, supports multi-station feeding, and is compatible with powders of various characteristics. The equipment is explosion-proof, and the enclosed conveying system slows material oxidation, significantly enhancing operational safety.
The machine features a simple structure with a low failure rate and operates stably when paired with an automated control system. It reduces material loss and labor requirements, effectively lowering production costs. Its modular design facilitates easy disassembly and cleaning, minimizes downtime for maintenance, keeps maintenance costs low, and ensures a longer service life.

Applications
Pneumatic pressure conveying systems
Pneumatic pressure conveying systems are widely used in industries requiring high-capacity material transfer over long distances. Cement plants often rely on these systems to move clinker, fly ash, and gypsum efficiently between silos and production lines. Chemical and mineral processing industries use them to transport powders, granules, and abrasive raw materials while maintaining consistent flow. In the food and beverage sector, bulk grains, sugar, flour, and other dry ingredients are transported with minimal manual handling,In spice and food industries such as chili powder sieve machine production lines, pneumatic systems ensure stable bulk transfer. They are also widely used in cosmetics powder sieving machine manufacturing processes where consistent powder flow is required.
These systems are particularly suitable for large-scale operations where speed, high throughput, and long-distance conveying are critical, making them a staple in industrial bulk material handling.

Vacuum Conveying Systems
Vacuum conveying systems are widely used in precision industries such as cosmetics powder sieving machine production and laboratory environments involving test lab sieve shaker equipment for material testing and analysis.
Vacuum conveying systems are ideal for industries that require gentle handling, contamination-free environments, and precise material control. Pharmaceutical manufacturers use them to transport fine powders and active ingredients without exposure to air or moisture, maintaining product integrity. In the food industry, vacuum systems efficiently handle coffee beans, spices, and sugar powders, preventing cross-contamination and dust generation. Plastic processing plants rely on vacuum conveying to move fragile granules and resin pellets from storage to production lines safely. These systems are particularly valuable for small to medium capacity applications, ensuring hygienic and energy-efficient transport while minimizing product degradation, equipment wear, and downtime, making them a reliable choice for sensitive or delicate materials.

Material Transport Comparison Table
In integrated systems combining pneumatic vacuum conveying, pre-screening using high-frequency vibrating screen and 450 vibrating filter screen improves transport efficiency.
| Material Type | Conveying System | Typical Capacity | Typical Distance | Pressure Requirement | Notes |
| Cement Clinker | Pneumatic Pressure | 10–25 t/h | 50–200 m | 0.4–0.6 MPa | High-density, long-distance transport |
| Fly Ash | Pneumatic Pressure | 8–20 t/h | 30–150 m | 0.3–0.5 MPa | Abrasive, fine powder |
| Flour | Pneumatic Pressure | 5–15 t/h | 20–100 m | 0.2–0.4 MPa | Bulk dry powder |
| Pharmaceutical Powder | Vacuum | 0.5–2 t/h | 5–30 m | 0.05–0.15 MPa | Hygienic, dust-free, gentle |
| Coffee Beans | Vacuum | 1–3 t/h | 10–25 m | 0.05–0.1 MPa | Fragile, contamination-free |
| Plastic Granules | Vacuum | 2–6 t/h | 10–50 m | 0.08–0.15 MPa | Light, delicate pellets |
Suitable Working Conditions
Modern vacuum conveyor feeder system designs are widely adopted in compact production layouts requiring flexible material routing.
Pneumatic pressure conveying systems are adaptable to a wide range of production environments, effectively meeting the stringent requirements of dust control in sensitive settings. They are ideally suited for continuous and stable production processes, ensuring uniform material blending—making them particularly suitable for the food and pharmaceutical industries. These systems offer flexible layout options, allowing for efficient installation even within confined spaces. Furthermore, they enable automated material feeding to reduce manual labor burdens, and are capable of conveying a diverse array of materials, including both standard commodities and those with specialized characteristics.
Vacuum conveying systems are widely applicable across various sectors—including chemicals, food, pharmaceuticals, metal processing, plastics, building materials and mining, and new energy—and are suitable for conveying a diverse range of powdery and granular materials, thereby meeting production requirements for cleanliness, corrosion resistance, explosion protection, and high-precision feeding.
Conclusion
The primary differences between Pneumatic pressure conveying systems and vacuum conveying systems lie in their physical size and power sources. When selecting equipment, users can make their choice by taking into account factors such as their specific production output requirements, conveying distances, and the nature of the materials being transported, thereby ensuring they select the system best suited to their production needs.





