




Pneumatic Vacuum Conveying Systems for Efficient Powder Handling
Pneumatic vacuum conveying systems are widely used to transfer powders, granules, and bulk materials in a clean and controlled way. By using negative pressure, materials are moved through sealed pipelines, minimizing dust leakage and preventing contamination. This method is especially suitable for industries with strict hygiene or safety requirements, such as food processing, pharmaceuticals, and chemicals. With flexible layouts and stable performance, vacuum conveying systems can easily integrate into existing production lines, improving efficiency while reducing manual handling and material loss.
What is Pneumatic Vacuum Conveying?
A vacuum feeder is a dust-free, enclosed-pipeline conveying device that utilizes vacuum suction to transport granular and powdered materials. By leveraging the pressure differential between the vacuum environment and the surrounding atmosphere, it generates airflow within the pipeline, thereby driving the movement of powdered materials to accomplish their conveyance. With its adjustable conveying distance and capacity, pneumatic vacuum conveying systems can be customized to meet diverse production requirements, establishing them as a reliable solution for modern bulk material handling. Compared to traditional mechanical conveying methods, pneumatic vacuum systems offer greater flexibility in layout and are easier to integrate into existing production lines.
Currently, these vacuum pneumatic conveying system systems are widely utilized across a broad spectrum of light and heavy industries—including chemical, pharmaceutical, food, metallurgy, building materials, and agricultural processing sectors.
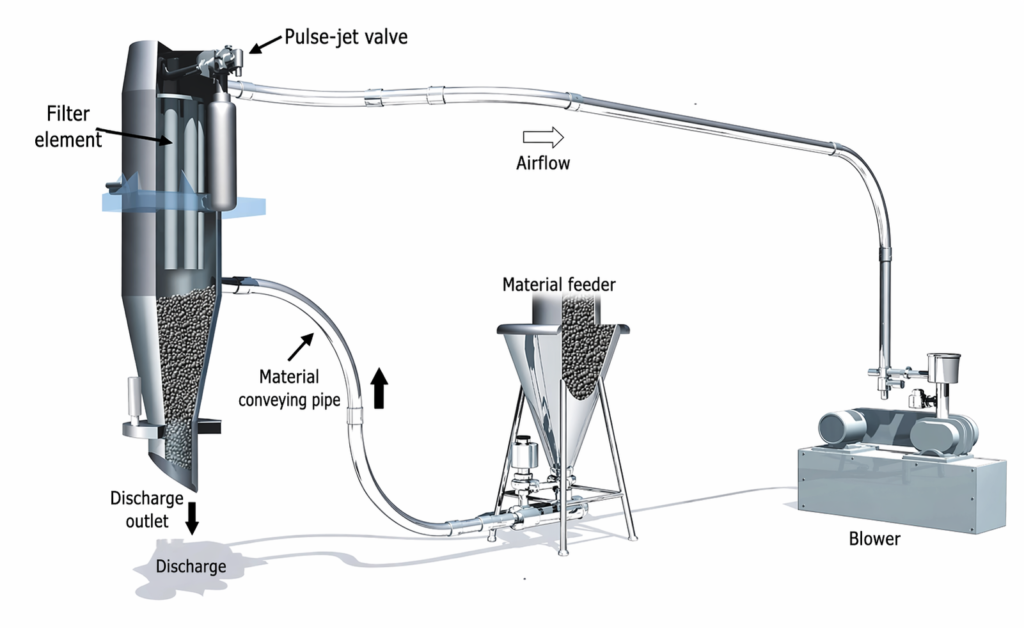
Working Principle
Pneumatic vacuum conveying transports materials directly from containers to various processing units, such as mixers, reactors, hoppers, tablet presses, packaging machines, powder sieving machines, granulators (wet or dry), and crushers. By automating the material handling process, this system significantly reduces manual labor, completely eliminates dust contamination, and ensures that production operations fully comply with GMP standards.
- Vacuum Generation:
The vacuum pump creates negative pressure in the hopper, generating airflow via pressure difference. - Material Suction:
Material is drawn into the hopper through a hose and conveyed in a sealed, dust-free state. - Conveying & Filtration:
Material is transferred to the target container while filters remove air impurities to maintain purity. - Discharge & Control:
A pneumatic valve releases material into the container, with backflush cleaning for the filter.
Level sensors enable automatic start/stop feeding based on material levels.
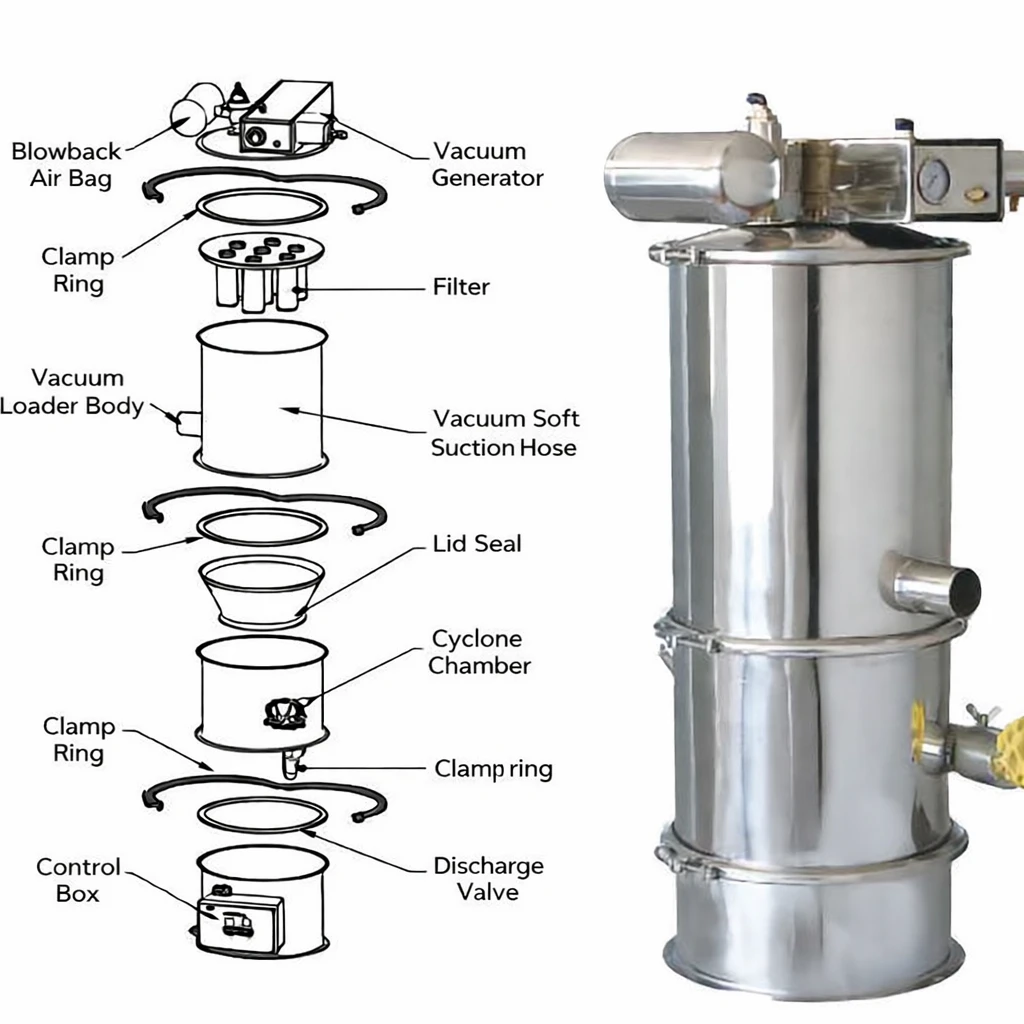
Parts Of Pneumatic Vacuum Conveying
The pneumatic vacuum feeder primarily consists of components such as a membrane filtration unit, a vacuum hopper, an adjustable stainless steel suction tube, a vacuum pump (oil-free and water-free), a conveying hose, a pneumatic discharge gate mechanism, and a compressed air back-flushing device.






How to Choose the Right Vacuum Conveying System?
Selection Based on Production Requirements
Select an appropriate vacuum feeder based on the specific demands of the production process and output volume. For large-scale, continuous production operations, opt for a vacuum feeder characterized by high conveying efficiency and robust continuous-operation capabilities; for small-scale, intermittent production operations, choose a vacuum feeder that is cost-effective and simple to operate.
Selection Based on Material Characteristics
Material properties—such as density, particle size, and viscosity—play a critical role in determining the appropriate vacuum feeder model.
Selection Based on Environmental Requirements
Select a vacuum feeder that aligns with the specific requirements of the production environment. For industries such as pharmaceuticals and food processing—which demand superior airtightness and stringent hygiene standards—choose a vacuum feeder that offers excellent sealing performance and is easy to clean.
Comprehensive Cost-Benefit Analysis
When selecting a vacuum feeder, it is essential to consider not only the initial capital investment but also ongoing operational costs, maintenance expenses, and other factors related to the equipment’s usage phase, as well as its potential impact on overall production efficiency and product quality.
Standard models available. Custom solutions supported.
 QVC-1
QVC-1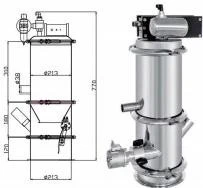 QVC-2
QVC-2 QVC-3
QVC-3 QVC-4
QVC-4
Benefits
- Eliminates dust pollution in the environment and minimizes contamination of materials by the surroundings and personnel.
- Features a modular, dead-angle-free structure that is easy to install, disassemble, and clean.
- Characterized by low energy consumption and low noise levels, further enhancing operational efficiency and the working environment.
- Fully enclosed and leak-proof, preventing cross-contamination and ensuring the hygienic purity of both the materials and the surrounding environment.
- Highly automated and simple to operate; effectively eliminates static electricity in materials and fully complies with GMP requirements.
- The inner walls are precision-polished to prevent material adhesion; they feature a titanium metal filter that resists clogging and wear, thereby completely resolving the issue of material stratification.
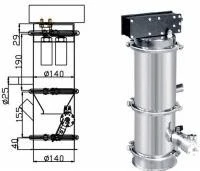
Technical Specifications
The following are the standard specifications; customization is available for special requirements.
| Model | Conveying Capacity | Material Capacity | Working Pressure | Compressed Air Consumption |
| QVC-1 | 50–300 kg/h | 1.1 L | 0.4–0.6 MPa | 180 NL/min |
| QVC-2 | 100–700 kg/h | 6.0 L | 0.4–0.6 MPa | 360 NL/min |
| QVC-3 | 300–1500 kg/h | 12.0 L | 0.4–0.6 MPa | 720 NL/min |
| QVC-4 | 600–3000 kg/h | 42.0 L | 0.4–0.6 MPa | 1440 NL/min |
Applications
Pneumatic vacuum conveying safely transports powders and granular materials in an efficient, sealed, and dust-free manner, and is widely used across various industries.



Plastic & Polymer Materials
Powder grading, Liquid medicine filtering

New Energy Materials
Glaze filtering, Clay slurry separation
Case
See how our vacuum conveyors perform in real production scenarios.
 Activated carbon powder
Activated carbon powder Aluminum hydroxide
Aluminum hydroxide Cellulose powder
Cellulose powder Edible Food Coloring Powder
Edible Food Coloring Powder Herbal powder
Herbal powder PVC powder
PVC powder Seasonings
Seasonings Tungsten Powder
Tungsten Powder
Vibrating Screen and Conveyor Machine Manufacturer & Supplier
Built for precision screening, reliable performance, and flexible industrial applications,
Yuanjing rotary vibrating screens are trusted by customers worldwide.

Global Project Experience
Yuanjing products are exported to 50+ countries and regions, serving industries including food, chemicals, pharmaceuticals, mining, and new energy.

Strong Manufacturing Capability
Advanced production lines with laser cutting, CNC machining, automatic welding, and strict quality inspection ensure consistent product quality.

Accurate & Stable Separation
Optimized vibration design delivers even material flow, high screening accuracy, and stable long-term operation.

Customized Screening Solutions
Yuanjing offers flexible configurations in diameter, mesh size, deck layers, and material options to fit your exact process requirements.
Related Products
Ultrasonic Vibrating Sieve
High-Precision Ultrasonic Vibrating Sieve Solutions Ult…Rotary Vibrating Screen
Rotary Vibrating Screen | Vibro Sifter The rotary vibra…Tumbler Screen
High-Precision Tumbler Screen for Industrial Applicatio…



FAQs
Get Custom Solution
We can provide customised screening and conveying equipment solutions tailored to different materials and production requirements.
Send us your requirements, and our team will provide the right solution and a fast quotation within 24 hours.